
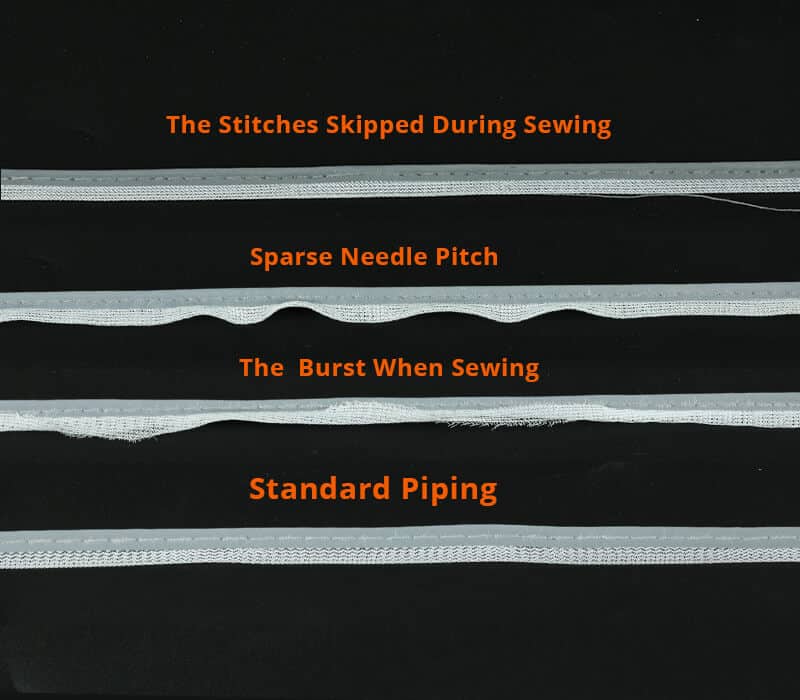
Lessons Learned — Typical Issues in Production



Our "Breakthrough" Strategy — Insights and solution
Related products

Regular silver reflective edging piping

Segmented silver reflective piping

Colored reflective piping
Related information

Sewn type VS High-frequency hot-pressing type reflective piping

Common Reflective Piping Problems and How to Avoid Them


