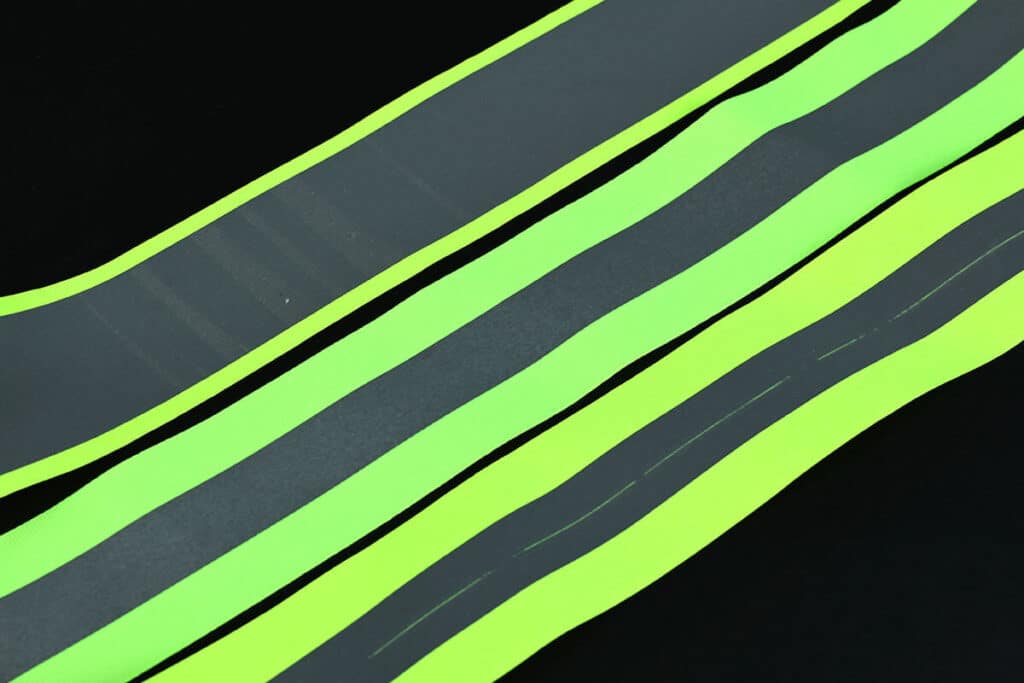
Main material: reflective tape - the "first line of defense" for sewn safety
Reflective tape is the soul of the product. Its quality control must be addressed from two dimensions: washing precision and optical performance.




Reflective heat transfer film/vinyl - The "interface engineer" for lamination fastness
Substrate selection: Webbing, Oxford fabric, and elastic webbing — The invisible "skeleton"



Related products

Reflective ribbon tape stitched

Pattern silver reflective heat transfer webbing warning tape

Sewn on 300D Oxford reflective warning tape
Related information

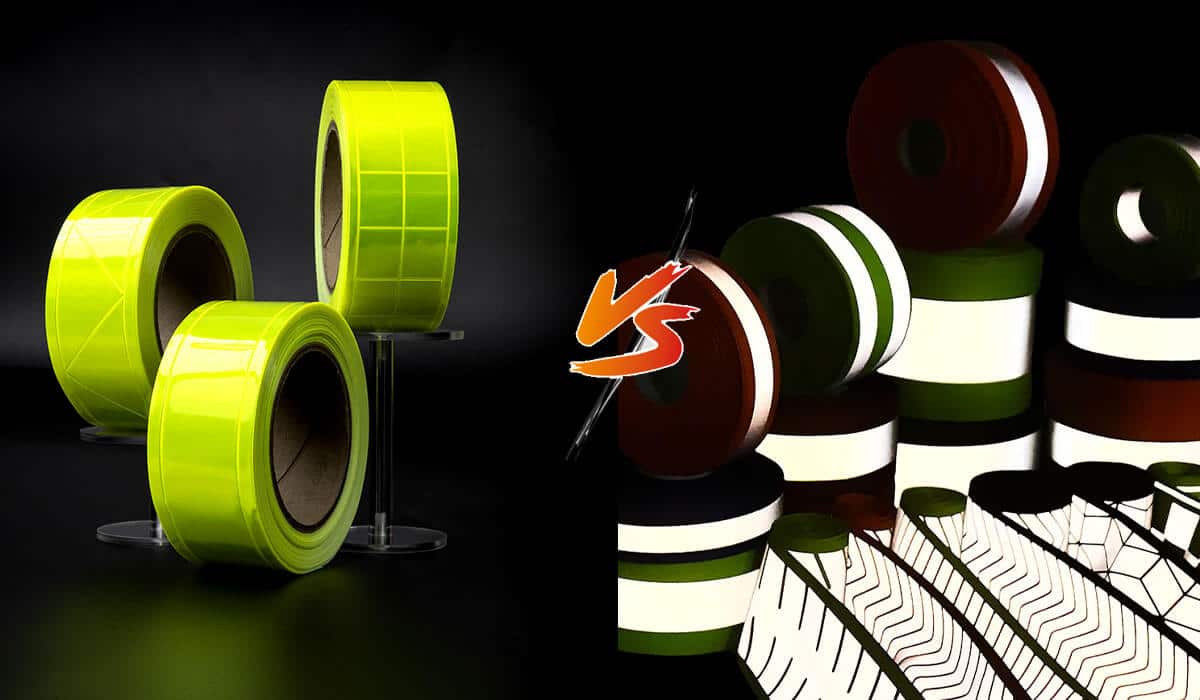
Reflective Ribbon Tape vs. Other Reflective Materials

Reflective ribbon tape process: iron on and sew on